


A leszúrás új dimenziója

A kihívás: A hagyományos leszúrópengékre nagy terhelés jellemző, amely erős rezgéseket kelt a pengék leggyengébb részein. A megoldás: A szerszám kialakításának módosításával a terhelés a legerősebb részekre vezethető, így jelentősen csökkenthető az elhajlás és a zajhatás.
A hagyományos eszterga típusú szerszámgépeknél az XZ síkon történő előtolás mindig nehézkes. A leszúrási műveleteknél ez elkerülhetetlenül azt eredményezi, hogy a forgácsolóerők vektora élesen a szerszám keresztmetszetén át halad, ami nagy terhelést és nagy valószínűséggel alakváltozást okoz. A daraboló pengék hagyományos kialakítása ezt hivatott ellensúlyozni a szélességhez képest nagy magassággal.
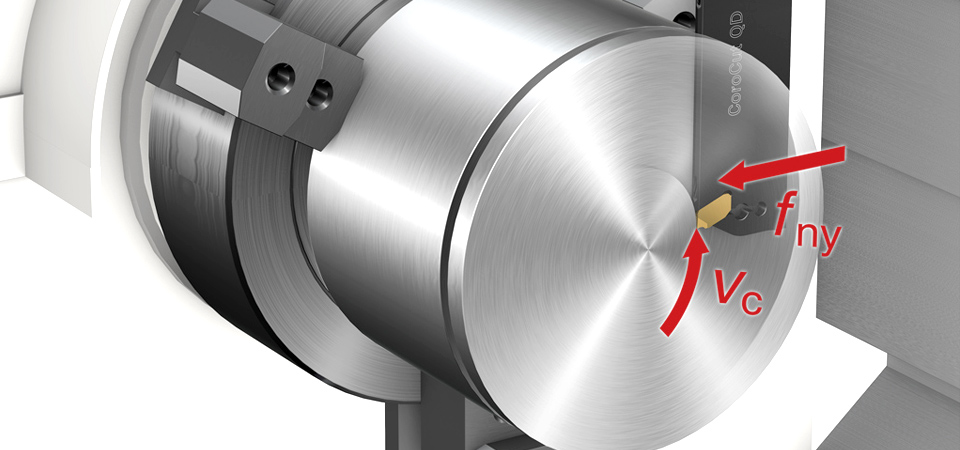
A Sandvik Coromant tervezőmérnökei megtalálták a megoldást: azt használták ki, hogy a modern gépek képesek az Y irányú előtolásra. Az új koncepció szerint a váltólapka felső felülete a penge végével párhuzamos, mintha a lapkafészket 90°-kal elforgatnánk az óramutató járásával ellentétes irányba. Az új penge gyakorlatilag a hegyével vág bele a munkadarabba, ami annyit tesz, hogy a forgácsolóerők vektora nagyjából egybeesik a penge hossztengelyével. A végeselemes módszerrel végzett számítások szerint ezzel megszűnnek a hagyományos pengékre jellemző problémás feszültségek, és a korábbi kialakításhoz képest hatszorosára növelhető a penge merevsége. Más szóval, a hagyományos pengék okozta alakváltozások egy hatodára csökkenthetők.
Az alkalmazását tekintve az új Y tengelyes leszúrás meglepően egyszerű. A hagyományos pengékhez hasonlóan a forgácsolóél a lehető legközelebb kerül a munkadarab középvonalához. Ez a hosszbemérés automatikus következménye, amelyet az új szerszám beállításakor el kell végezni. Ez biztosítja a megfelelő középmagasságot is.
Az új koncepció különösen két szerszámgéptípusnál eredményez jelentős javulást: a többcélú gépeknél és az esztergálóközpontoknál.
Az esztergálóközpontok tömeggyártást végeznek általában 65 milliméter átmérőjű nyersdarabokból. Itt az Y tengelyes leszúrás legnagyobb előnye a jobb termelékenység és felületi minőség. A minőség terén elérhető javulás különösen fontos, mivel a leszúrás általában az alkatrészen végzett utolsó művelet. Ezért mindenki arra törekszik, hogy a leszúrást lehetőleg ne kövesse több művelet. A megmunkálás gazdaságossága tovább növelhető, ha csökkentjük a leszúrási szélességet.

A többcélú gépeknél az Y tengelyes leszúrópengék elsősorban jobb hozzáférhetőséget és nagyobb átmérőket biztosítanak. Az előzetes teszt során egy hagyományos, 120 milliméter átmérőjű rúd leszúrását végeztük a váltólapka maximális előtolása mellett. A kinyúlás 50%-kal nőtt, a termelékenység pedig 300%-kal javult, miközben a folyamatbiztonság nem csökkent. Egy ügyfélteszt során sikeresen alkalmazták az Y tengelyes leszúrást szalagfűrész helyett egy 180 milliméter átmérőjű Inconel rúdnál úgy, hogy a termelékenység jelentősen javult a jóval rövidebb megmunkálási időknek köszönhetően.
Az Y tengelyes leszúráshoz mindössze minimálisan kell módosítani a hagyományos beállításokat. A megnövelt, 180 milliméteres maximális forgácsolási átmérő miatt természetesen más beállítások is változnak, de ezen kívül csak néhány módosítás szükséges. A CoroCut QD pengék 3 és 4 milliméteres szabványos szélességben elérhetők, illeszkednek a hagyományos tartókba és revolverekbe, illetve szabványos lapkákat használnak. A módosítások főként az előbeállítást és a programozást érintik, valamint az Y irányba történő kompenzáció miatt a mérések is némileg változnak.